


センサの真値は、これまでブラックボックスだった製造現場の暗黙知を「形式知」へと変換できる点にあります。熟練技術者が持つ「いつもと違う音」「微妙な振動」といった感覚を、センサデータとして定量化し、AIに学習させることで、その「匠の技」を組織の資産として蓄積・継承することが可能になります。これは、多くの企業が抱える技術伝承という根深い経営課題に対する、極めて有効な処方箋となるのです。

亀電 岡子
コラム担当

予知保全(CBM:Condition Based Maintenance)とは、設備や機械の故障を未然に防ぐために、センサやデータ分析技術を用いて異常の兆候を早期に検出し、必要なタイミングでメンテナンスを行う保全手法です。 従来の定期保全や事後保全に比べて、稼働停止リスクを最小限に抑え、コスト削減や生産性向上に貢献します。近年はIoTやAIの発展により、より高精度な予知が可能になっています。
亀電 岡子
コラム担当
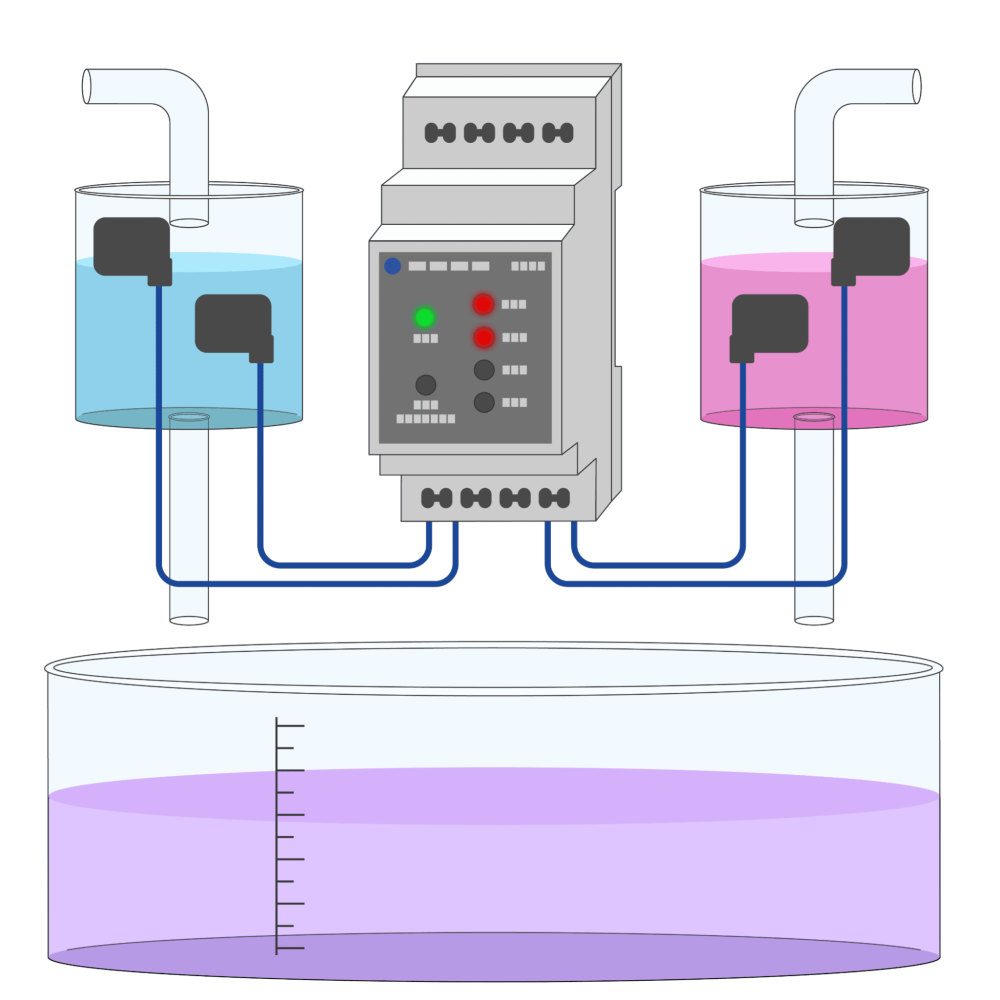
例えば、亀岡電子が提供する液面レベルスイッチ「CLSシリーズ」では、容器内の液体管理について、最大4つの容器の液面を同時検出できるので、コスト削減などに最適です。 以下のように、2つの原料を混ぜるとき、それぞれのタンクに取り付けた2つのセンサによって任意の定量を混ぜ合わせることができます。
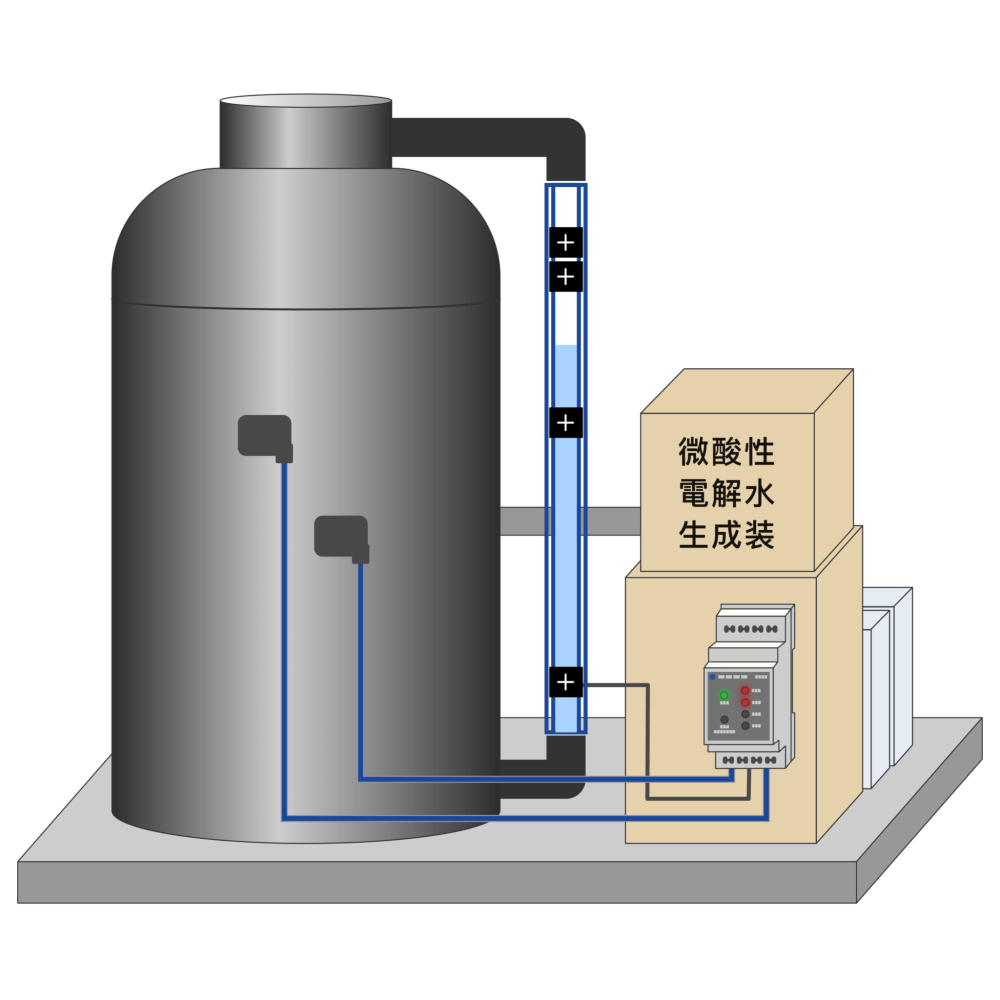
ある食品メーカー様では、微酸性電解水生成装置より、次亜塩素酸水を生成しタンクに溜められる装置にてタンク内の液面管理をされています。他フロート式等は多点検出になるとコストが高額になるということで、CLSシリーズが採用され、タンクに外ゲージ管を設置しCLSを取り付けて、非接触で液面管理出来るようにされました。 非接触により液面を管理できることで、次亜塩素酸水に異物が接触せず、衛生的で液が汚れることなく液面を管理できるようになりました。また、外ゲージ管に取り付けることで、任意の位置へ電極を付け替えることも可能になり、変更等のメンテナンスもより簡単にできるようになりました。
亀電 岡子
コラム担当
これら5つのメリットは、それぞれ独立しているわけではありません。例えば、予知保全(安全管理)によって設備の突発停止(ダウンタイム)を防ぐことは、生産性を維持し(生産性向上)、予定外の修理費用をなくし(コスト削減)、安定した加工精度を保つ(品質管理)ことにも繋がります。 センサを導入する際は、単一の目的だけでなく、こうした波及効果も視野に入れて投資対効果(ROI)を評価することが重要です。センサデータという一本の軸が、品質・コスト・納期・安全といった製造業の根幹をなす要素すべてを貫き、改善していくことが大事です。
亀電 岡子
コラム担当
IoTの価値は、単にデータを集めることではありません。集めたデータを「どう解釈し、どうアクションに繋げるか」が本質です。 ここで重要になるのが「コンテキスト(文脈)」です。例えば、「モーターの温度が60℃」というデータだけでは意味がありません。それが「夏場の高負荷運転時」なのか「冬場の低負荷運転時」なのか、あるいは「直前の振動データが急上昇している」のか、といった周辺情報(コンテキスト)と組み合わせることで初めて、「異常の兆候である」という価値ある知見が生まれます。 今後は、複数の異なるセンサ情報を統合・解析する「センサフュージョン」の技術が、より一層重要になってくるでしょう。
亀電 岡子
コラム担当


亀岡電子では、日本で唯一、非金属容器やゲージ管などの側面にフィルム状の電極を貼り付けるだけで内部の液面レベルをリニア検出できる静電容量式液面レベルセンサ「CLAシリーズ」を提供しています。以下は、耐熱温度100℃で、耐薬品性能を向上させた耐熱耐薬仕様のタイプです(ケーブルにFEP、シール部にフッ素ゴムを採用)。

以下は、2024年に発売した静電容量式センサー「 CLA-A04」の操作方法を解説したものなので、液面レベルセンサーの具体的な利用イメージを持っていただく際に、ぜひご参照ください。
https://youtu.be/S9ELrNtJcPI?si=tvaqWOXyqX--bHtj
亀電 岡子
コラム担当
ここで紹介したセンサはほんの一部であり、技術の進化とともに日々新しいセンサが生まれています。重要なのは、カタログスペックの数字だけを比較するのではなく、「自社の現場で、本当に安定して使えるか?」という視点を持つことです。 例えば、レーザ変位センサを選定する際、最高精度を謳う製品が必ずしも最適とは限りません。ワークの表面状態がバタついて精度が出ないなら、多少精度が落ちても安定して測れるアルゴリズムを持つ製品の方が価値は高いと判断できます。 メーカーの営業/技術担当者とよく相談し、可能であればデモ機で評価させてもらうことが、失敗しないセンサ選びの鍵となります。
亀電 岡子
コラム担当

この5ステップの中でも、特にステップ1「要求仕様の明確化」とステップ2「環境条件の確認」が、成否の8割を決めると言っても過言ではありません。ここの解像度が低いまま進むと、オーバースペックで高価な製品を選んでしまったり、逆に性能が足りず「安物買いの銭失い」になったりします。 現場をよく観察し、実際に作業している人の声に耳を傾けることが、本当に必要な仕様を見極める上で不可欠です。時には、メーカーの専門家を現場に招き、一緒に課題を洗い出す依頼をするのも有効な手段です。
亀電 岡子
コラム担当

メーカー選定は、「減点法」ではなく「加点法」で考えることをお勧めします。つまり、「このメーカーはここがダメだ」と欠点を探すのではなく、「このメーカーと組めば、こんな良いことがありそうだ」と未来の可能性を探るのです。 そのためには、営業担当者との対話が欠かせません。彼らが自社製品にどれだけ情熱と知識を持っているか、私たちの課題をどれだけ真剣に理解しようとしてくれるか。その姿勢にこそ、企業の文化や信頼性が表れます。良いパートナーシップは、単なる売買関係を超え、共に未来を創造する協創関係へと発展していくはずです。
亀電 岡子
コラム担当